Transforming Plastic Waste: The Power of PET Flakes
PET flakes are a key player in the fight against plastic waste, turning discarded bottles into valuable resources. This article delves into the significance of PET flakes and their role in driving sustainability. Understanding PET Flakes What Are PET Flakes? PET flakes are small particles of processed polyethylene terephthalate (PET), a plastic commonly found in bottles. Recycling PET into flakes helps reduce waste and promotes a sustainable cycle. How Are PET Flakes Made? The journey of PET flakes begins with the collection, sorting, and cleaning of PET bottles. These bottles are then shredded into flakes, further purified to remove any impurities, and made ready for reuse. The Benefits of PET Flakes Environmental Impact Recycling PET bottles into flakes keeps plastic out of landfills and oceans, drastically cutting down pollution. This process also reduces the demand for new plastic, conserving natural resources. Economic Advantages PET flake production is not only eco-friendly but also cost-effective. It reduces the expenses related to raw

Bin Bags: Essential Tips for Effective Waste Management
Effective waste management is crucial for a clean and healthy environment. Using the right bin bags can significantly improve this process. This article will provide essential tips for effective waste management with bin bags, ensuring you make the best choices for your needs. Choosing the Right Bin Bags Size and Capacity Selecting the right size and capacity of bin bags is essential. Ensure your bin bags can accommodate your waste without tearing. Overfilled bags are prone to leaks and spills, making waste management messy and inefficient. Material and Strength Bin bags come in various materials and strengths. Choose heavy-duty bin bags for heavy or sharp waste. For lighter waste, standard-strength bags will suffice. Look for puncture-resistant options to avoid spills and leaks. Biodegradable Options For environmentally-conscious waste management, opt for biodegradable bin bags. These bags break down faster than regular plastic bags, reducing their environmental impact. Proper Use of Bin Bags Avoid Overfilling Avoid overfilling bin bags to

Comparing Plastic, Paper, and Reusable Grocery Bags
The debate over which grocery bag is the best for the environment has been ongoing for years. With plastic, paper, and reusable options available, each has its pros and cons. Let’s dive into the comparison of these grocery bags to understand their impact and help you make an informed choice. Plastic Grocery Bags Convenience and Cost Plastic grocery bags are ubiquitous due to their convenience and low cost. They are lightweight, durable, and waterproof, making them ideal for carrying various items. Most stores provide them for free, adding to their widespread use. Environmental Impact Despite their convenience, plastic bags are notorious for their environmental damage. Made from non-renewable fossil fuels, they take hundreds of years to decompose. This slow decomposition process leads to plastic pollution, which harms marine life and contributes to landfills. Recyclability Issues While technically recyclable, plastic bags often aren’t accepted in curbside recycling programs. They can clog machinery at recycling facilities, making the process inefficient and
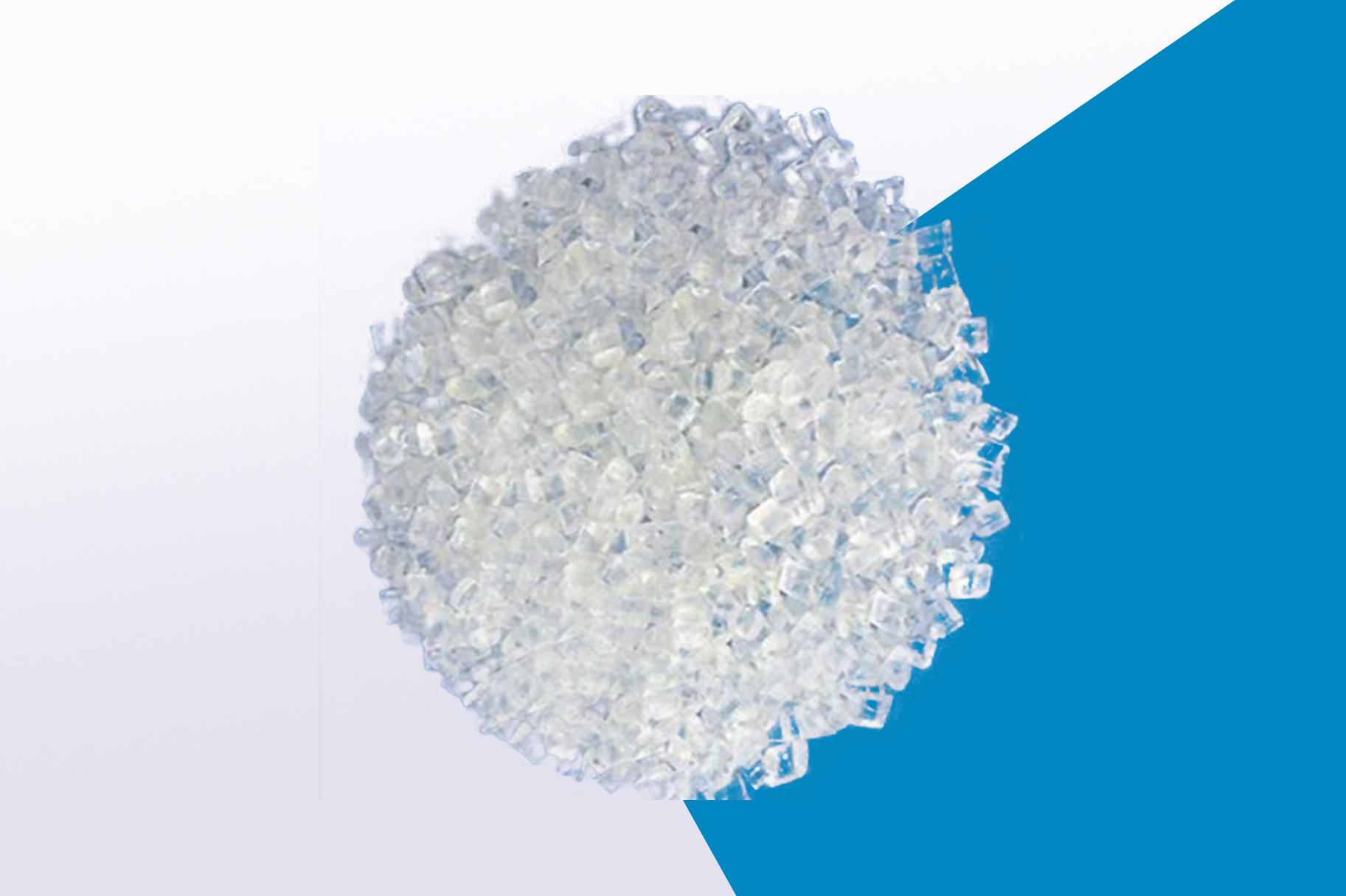
PET Flakes: Turning Plastic Waste into Valuable Resources
PET flakes play a vital role in recycling, transforming plastic waste into valuable resources. This article explores the importance of PET flakes and how they contribute to a sustainable future. What are PET Flakes? Introduction to PET Flakes PET flakes are small, processed polyethylene terephthalate (PET) plastic. PET is commonly used in packaging, especially in bottles. Recycling these bottles into PET flakes helps reduce waste and promotes sustainability. Production Process The production of PET flakes involves several steps. First, collected PET bottles are sorted and cleaned. Then, they are shredded into small flakes. These flakes are further cleaned and processed to remove impurities, making them suitable for reuse. Benefits of PET Flakes Environmental Impact Using PET flakes significantly reduces plastic waste. Recycling PET bottles into flakes keeps them out of landfills and oceans, reducing pollution. This process also conserves resources by reducing the need for new plastic production. Economic Advantages Recycling PET bottles into PET flakes is cost-effective.

Transforming Waste into Recycled PET Bottles for a Greener Future
Recycling plays a crucial role in our quest for a greener future. Transforming waste into recycled PET bottles is a key part of this process. By reusing materials, we can significantly reduce our environmental impact. In this article, we’ll explore the journey of PET waste from trash to treasure and its benefits for our planet. The Recycling Process Collection The PET recycling process starts with collecting used bottles. Various collection methods include curbside recycling programs, deposit-return schemes, and public recycling bins. Effective collection is the foundation of successful recycling. Sorting Once collected, PET bottles are sorted from other materials. This step is vital for maintaining the quality of recycled PET. Advanced sorting technologies, like optical sorting systems, ensure accurate separation. Cleaning Sorted PET bottles are then cleaned to remove labels, adhesives, and any remaining contents. This process involves washing the bottles with water and detergents, ensuring the PET is contaminant-free. Shredding Clean PET bottles are shredded into small flakes.

What is PET Preforms and Closures?
PET preforms and closures are essential components in the packaging industry. They are crucial in creating durable, reliable, and safe product packaging solutions. Understanding what PET preforms and closures are, and their applications, can help businesses make informed decisions about their packaging needs. Companies like Blue Wave in the UAE are at the forefront of providing high-quality PET preforms and closures, enhancing packaging efficiency globally. Understanding PET Preforms Defining PET Preforms PET preforms are intermediate products used in the blow molding process to create plastic bottles and containers. Made from polyethylene terephthalate (PET), they resemble test tubes and are later blown into their final shapes. Blue Wave, a leading UAE-based company, manufactures high-quality PET preforms. Significance of PET Preforms PET preforms are integral in packaging due to their strength, lightweight, and recyclability. They provide a robust foundation for manufacturing bottles that are both durable and lightweight, making them ideal for beverages and other consumables. Manufacturing Process of PET
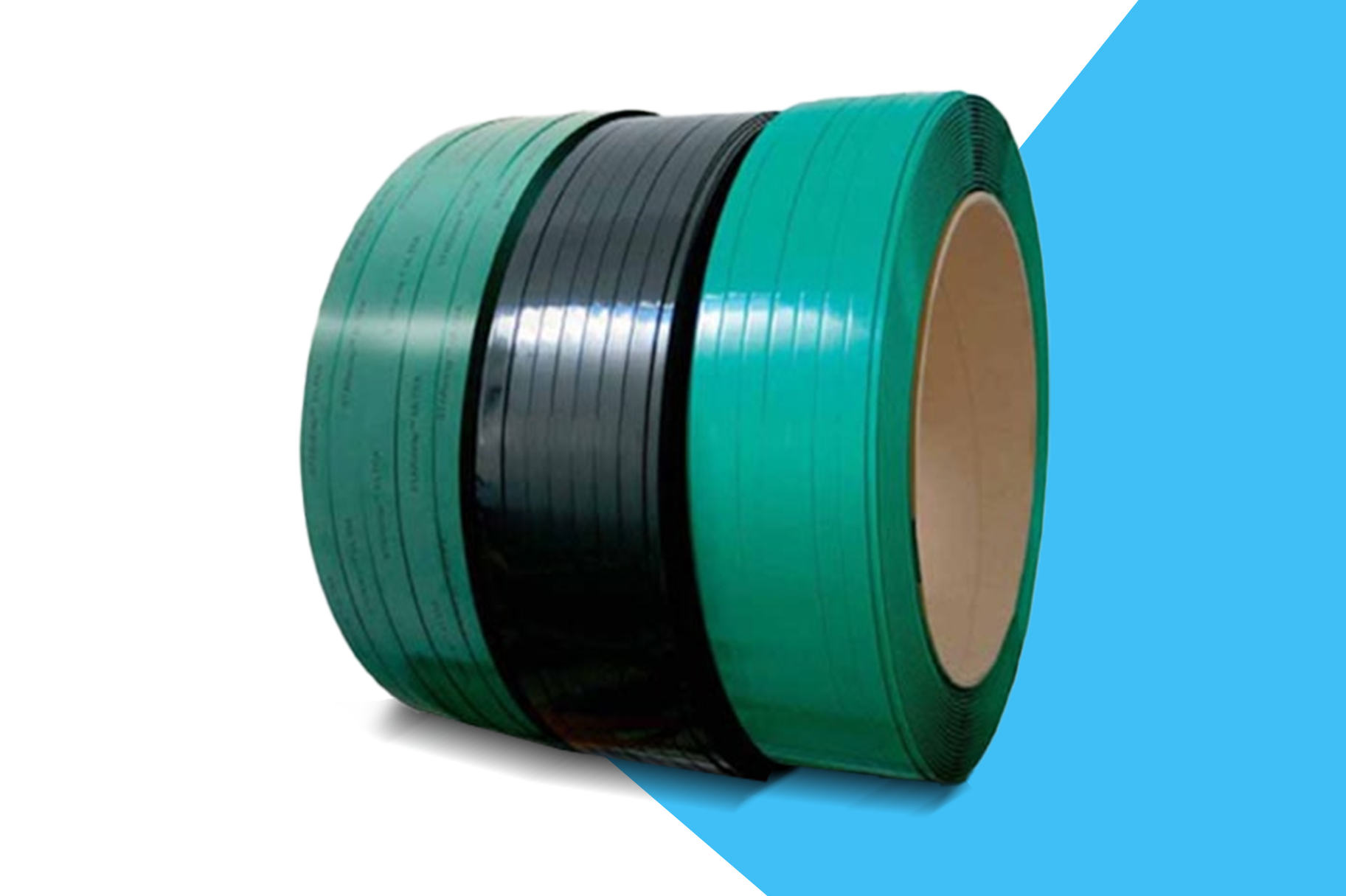
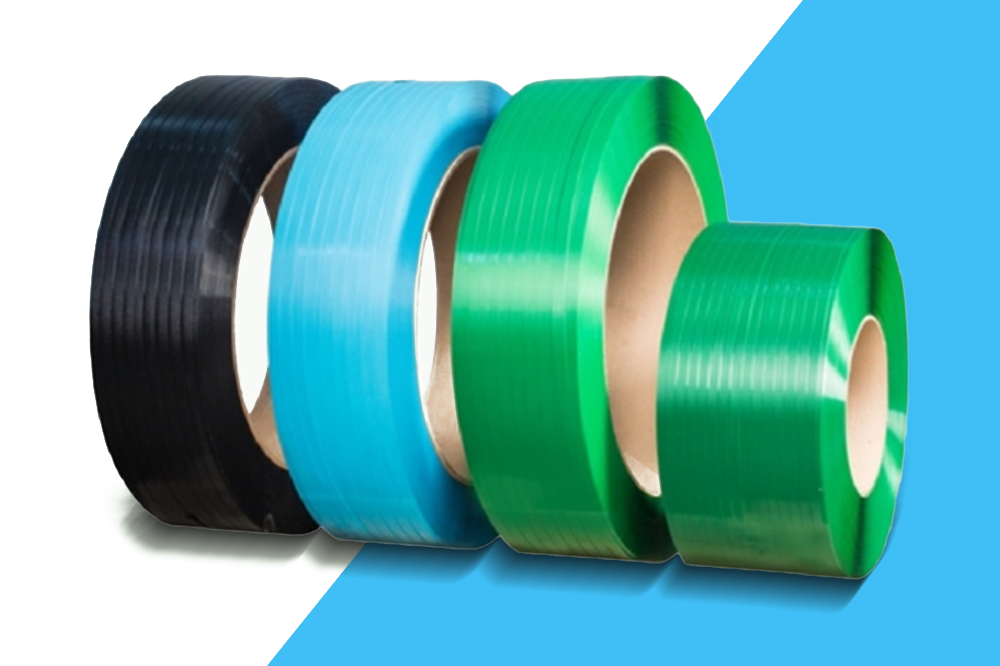
Choosing the Right Polyester Strapping
Polyester strapping is a critical component in securing goods for shipping and storage. When selecting the appropriate polyester strapping for your needs, several factors must be considered to ensure optimal performance and cost-effectiveness. Polyester Strapping Polyester strapping, often called PET strapping, is a strong and versatile material to secure heavy loads during transport. It offers excellent tensile strength and resilience, making it suitable for various industries, including logistics, manufacturing, and construction. Factors to Consider When Choosing Polyester Strapping Strength and Durability The primary consideration is the strength of the strapping. Polyester strapping comes in different tensile strengths to accommodate various load capacities. Choosing the right strength ensures that your goods are securely packed without risk of breakage. Width and Thickness The width and thickness of the strapping determine its strength and stiffness. Thicker and wider strapping provides greater strength but may be less flexible. Consider the size and weight of your packages when selecting the strapping dimensions. Environmental

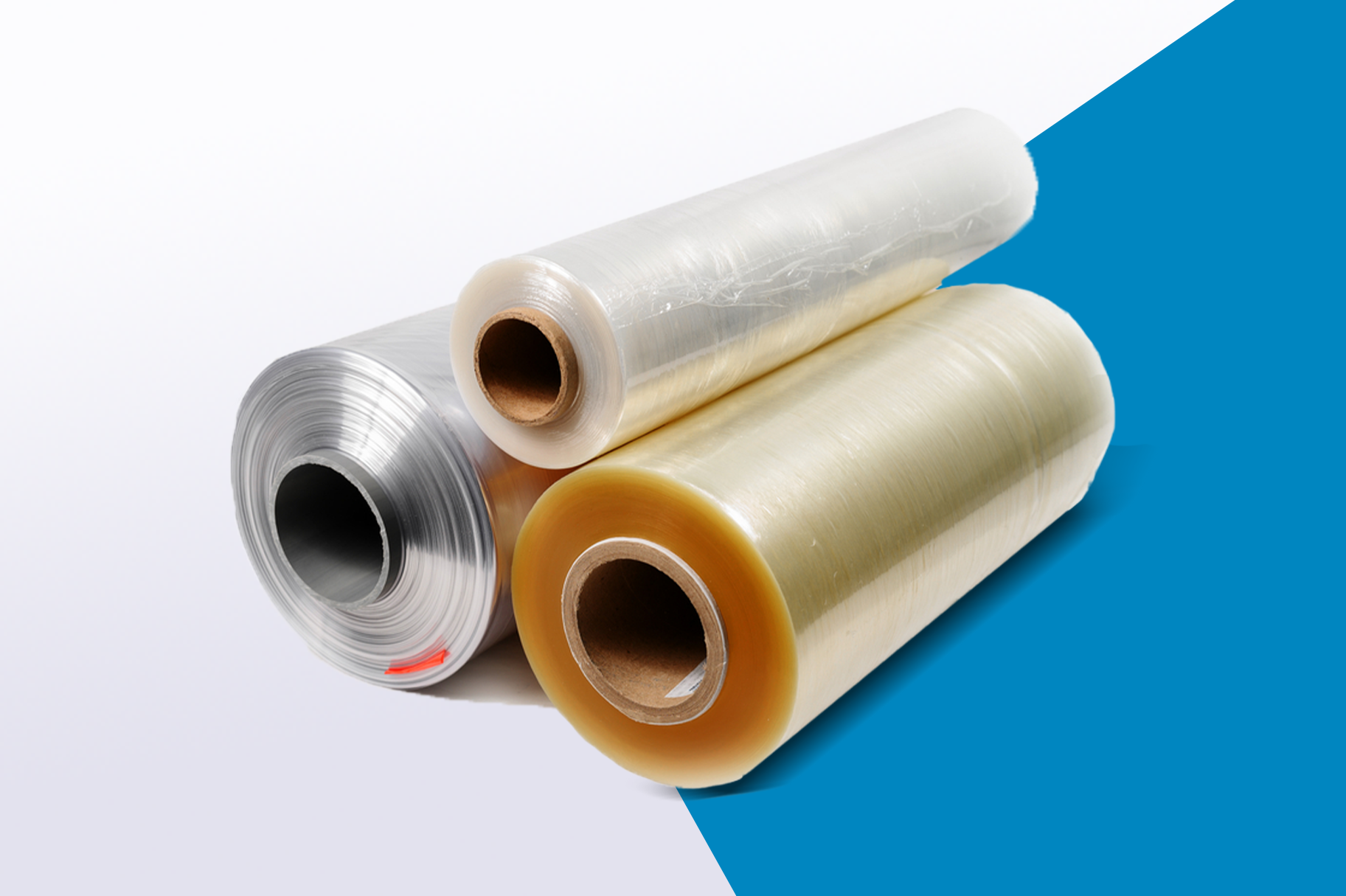
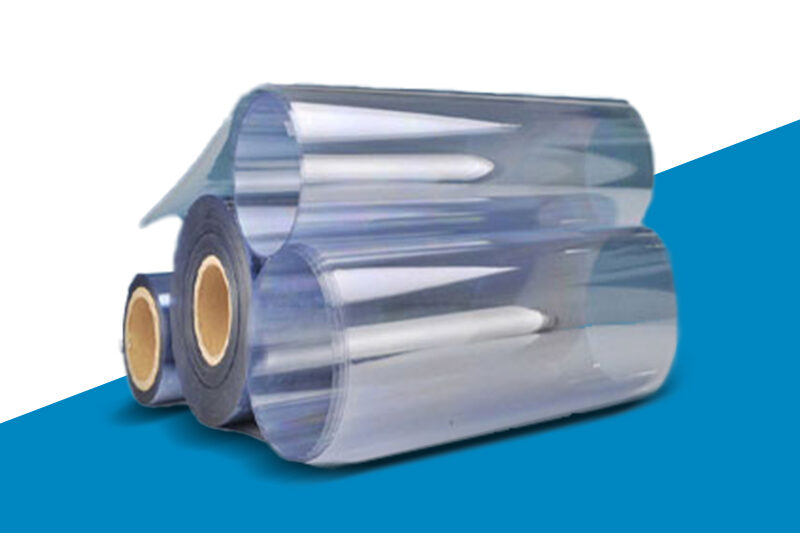
How PET Sheet Rolls Improve Packaging Efficiency
PET sheet rolls are transforming packaging processes. Their efficiency and versatility offer numerous benefits across various industries. In this article, we’ll explore how PET sheet rolls improve packaging efficiency and why they are an excellent choice for modern packaging solutions. Understanding PET Sheet Rolls PET (Polyethylene Terephthalate) sheet rolls are thin, flexible sheets made from a type of plastic known for its strength and clarity. These sheets are rolled for easy storage and transport. PET is widely used in the packaging industry due to its numerous advantages. Cost-Effectiveness of PET Sheet Rolls Reduced Material Costs PET sheet rolls are less expensive than many other packaging materials, making them cost-effective. This cost reduction is significant for businesses producing large quantities of packaging. Efficient Production Process PET sheet rolls streamline the production process. They are compatible with high-speed machinery, allowing for quick and efficient production. This efficiency reduces labor costs and increases output. Minimizing Waste PET sheet rolls can be
PET Sheet Thermoforming: Cost-Effective Solutions for High-Quality Packaging
PET sheet thermoforming is revolutionizing the packaging industry. This process offers cost-effective solutions for high-quality packaging, meeting the needs of businesses and consumers alike. Let’s dive into PET sheet thermoforming and explore its benefits. Understanding PET Sheet Thermoforming PET (Polyethylene Terephthalate) sheet thermoforming involves heating PET sheets until they become pliable. These sheets are then molded into specific shapes using a mold. Once cooled, the PET retains the desired shape, creating strong, durable packaging. This method is widely used due to its efficiency and versatility. Cost-Effectiveness of PET Sheet Thermoforming Reduced Material Costs One of the primary advantages of PET sheet thermoforming is its cost-effectiveness. PET sheets are less expensive than many other packaging materials. This cost reduction is significant, especially for businesses producing large quantities of packaging. Efficient Production Process Thermoforming is a fast and efficient process. It requires less time and energy compared to other manufacturing methods. This efficiency translates to lower production costs. Businesses can
The Role of APET Sheets in Sustainable Packaging and Recycling
APET sheets (Amorphous Polyethylene Terephthalate) are crucial in sustainable packaging and recycling. As businesses and consumers seek eco-friendly solutions, APET sheets provide a versatile and effective option. This article explores the significant benefits of APET sheets in sustainable packaging and their contribution to recycling efforts. Environmental Impact of APET Sheets APET sheets are fully recyclable. This feature greatly reduces plastic waste and supports the circular economy. Unlike many traditional plastics, APET can be recycled multiple times without losing its properties. This durability makes APET an excellent choice for sustainable packaging. Additionally, APET sheets are often made from recycled materials. Using recycled content lowers the reliance on virgin resources. This not only conserves natural resources but also helps reduce greenhouse gas emissions. APET’s recyclability and use of recycled content make it a sustainable packaging material. Durability and Strength APET sheets are known for their excellent durability and strength. They provide robust protection for various products, ensuring they remain intact

Sustainable Trash Bag Solutions
As environmental awareness grows, the demand for sustainable trash bag solutions increases. Traditional plastic trash bags contribute significantly to pollution. Sustainable options offer an eco-friendly alternative that helps reduce our environmental footprint. Let’s explore the various sustainable trash bag solutions available today. Understanding Sustainable Trash Bags Sustainable trash bags are designed to minimize environmental impact. They are made from materials that decompose more quickly than traditional plastics. Some are biodegradable, while others are compostable. These alternatives aim to reduce the volume of waste in landfills and the pollution of our oceans. Types of Sustainable Trash Bags Biodegradable Trash Bags Biodegradable trash bags are made from materials that break down naturally. Over time, they decompose into water, carbon dioxide, and biomass. These bags are often made from plant-based materials like cornstarch. Biodegradable bags are popular for those seeking to minimize their plastic use. Compostable Trash Bags Compostable trash bags go a step further than biodegradable bags. They decompose in

Flexible Packaging Recycling: Weighing the pros and cons
Flexible packaging recycling is a topic of growing importance. As the use of flexible packaging increases, so does the need for effective recycling solutions. This article explores the pros and cons of recycling flexible packaging, helping you understand its impact. Understanding Flexible Packaging Recycling Flexible packaging includes items like pouches, bags, and wraps. These are often made from plastic, paper, or aluminum. Recycling these materials can be challenging due to their mixed composition. Flexible packaging recycling aims to address these challenges and promote sustainability. Pros of Flexible Packaging Recycling Environmental Benefits Recycling flexible packaging helps reduce waste. Instead of ending up in landfills, these materials can be repurposed. This reduces environmental pollution and conserves natural resources. Resource Conservation Recycling saves energy and raw materials. Producing new packaging requires significant resources. Recycling reduces the need for virgin materials, conserving resources for future generations. Economic Opportunities Recycling creates jobs and boosts the economy. The recycling industry offers employment opportunities in

What is Flexible Biodegradable Packaging?
Flexible biodegradable packaging is gaining popularity in today’s eco-conscious world. This innovative packaging solution is designed to minimize environmental impact. It offers the flexibility of traditional packaging with the added benefit of biodegradability. Understanding Flexible Biodegradable Packaging Flexible biodegradable packaging combines flexibility and eco-friendliness. Unlike conventional plastic, it decomposes naturally. This reduces waste and pollution, making it an excellent choice for sustainable packaging. Biodegradable materials break down through natural processes. Microorganisms like bacteria and fungi aid in decomposition. Over time, the material converts into water, carbon dioxide, and biomass. This leaves no harmful residues behind. Types of Biodegradable Materials Various materials are used to create flexible biodegradable packaging. Common options include polylactic acid (PLA), polyhydroxyalkanoates (PHA), and starch-based plastics. These materials are derived from renewable sources like corn, sugarcane, and potato starch. PLA is popular due to its versatility. It is used in food packaging, bags, and containers. PHA is biodegradable and compostable, making it ideal for various
Sustainability Practices in the Plastic Industry
The plastic industry is evolving with a focus on sustainability. As environmental concerns grow, so does the need for sustainable practices in plastic manufacturing. This article explores various sustainability initiatives within the plastic industry. Importance of Sustainability in the Plastic Industry Sustainability is crucial in the plastic industry today. The industry faces scrutiny due to environmental impact. Consumers and businesses demand eco-friendly solutions. Sustainable practices help reduce plastic pollution and promote recycling. Plastic pollution is a global issue. It affects marine life and ecosystems. Recycling and sustainable production can mitigate these effects. Companies are adopting sustainable practices to address environmental concerns. Sustainable Initiatives in Plastic Manufacturing Several sustainable initiatives are shaping the plastic industry. Bio-based plastics use renewable resources like corn and sugarcane. They reduce reliance on fossil fuels and decrease carbon footprint. Recycling plays a significant role. Closed-loop recycling systems minimize waste. They turn used plastics into new products. This reduces landfill waste and conserves resources. Furthermore,
PET Strap: An Innovative Packaging Solution
When it comes to innovative packaging solutions, PET strap stands out. PET (Polyethylene Terephthalate) strap is revolutionizing packaging. It offers durability, sustainability, and cost-effectiveness. This makes it a preferred choice for many industries. Let’s delve into why PET straps are gaining popularity. Environmental Impact of PET Strap One significant advantage of PET straps is their environmental impact. PET strap is made from recycled materials. This helps reduce waste and promotes sustainability. Unlike other packaging materials, PET straps are recyclable. This means it can be reused, minimizing environmental harm. Using PET straps reduces carbon footprint. Traditional packaging materials contribute to pollution. PET strap offers a greener alternative. It helps companies meet their sustainability goals. This is essential in today’s eco-conscious world. Furthermore, PET strap production uses less energy. Compared to steel strapping, PET strap manufacturing is more energy-efficient. This results in lower greenhouse gas emissions. Choosing a PET strap supports a cleaner environment. Cost Effectiveness Cost-effectiveness is another compelling
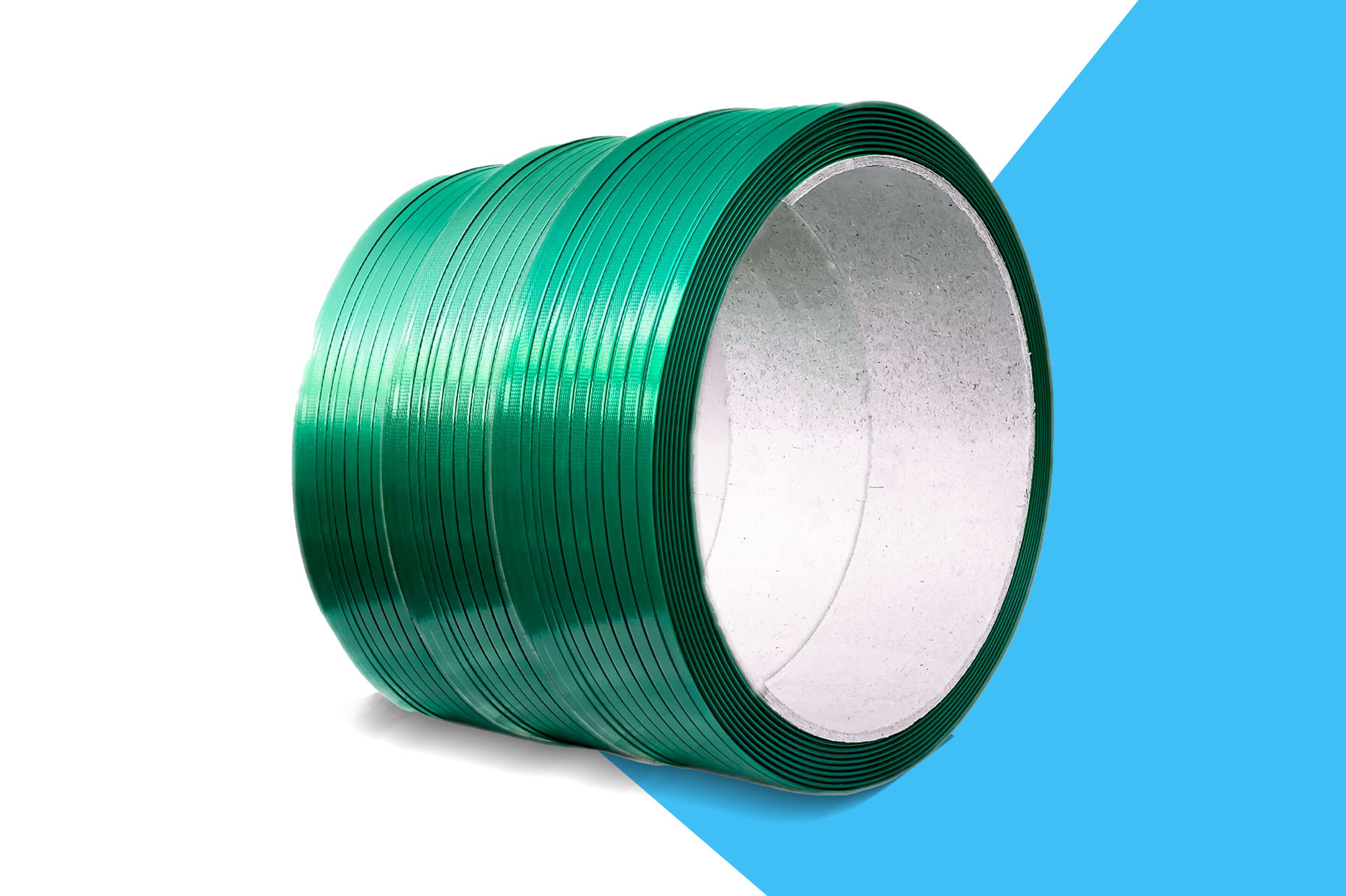
PET Strap Applications
PET strap applications are diverse and beneficial across many industries. Understanding why polyester straps are valuable, their various uses, and why Blue Wave is a top supplier can help businesses make informed decisions. Why Polyester Strap? Polyester (PET) straps are a preferred choice for securing heavy loads. PET straps are made from polyethylene terephthalate, known for their high tensile strength and durability. These straps are ideal for applications requiring a reliable and robust strapping solution. PET straps are highly resistant to environmental factors like moisture, UV rays, and corrosion. This makes them perfect for outdoor use. Unlike steel straps, PET straps are lightweight and safe to handle, reducing the risk of injury. Cost-Effective and Sustainable PET straps offer a cost-effective solution compared to steel straps. They are cheaper to produce and require less maintenance. Additionally, PET straps are recyclable, contributing to sustainability efforts. Using recycled PET reduces waste and conserves resources. The lightweight nature of PET straps also
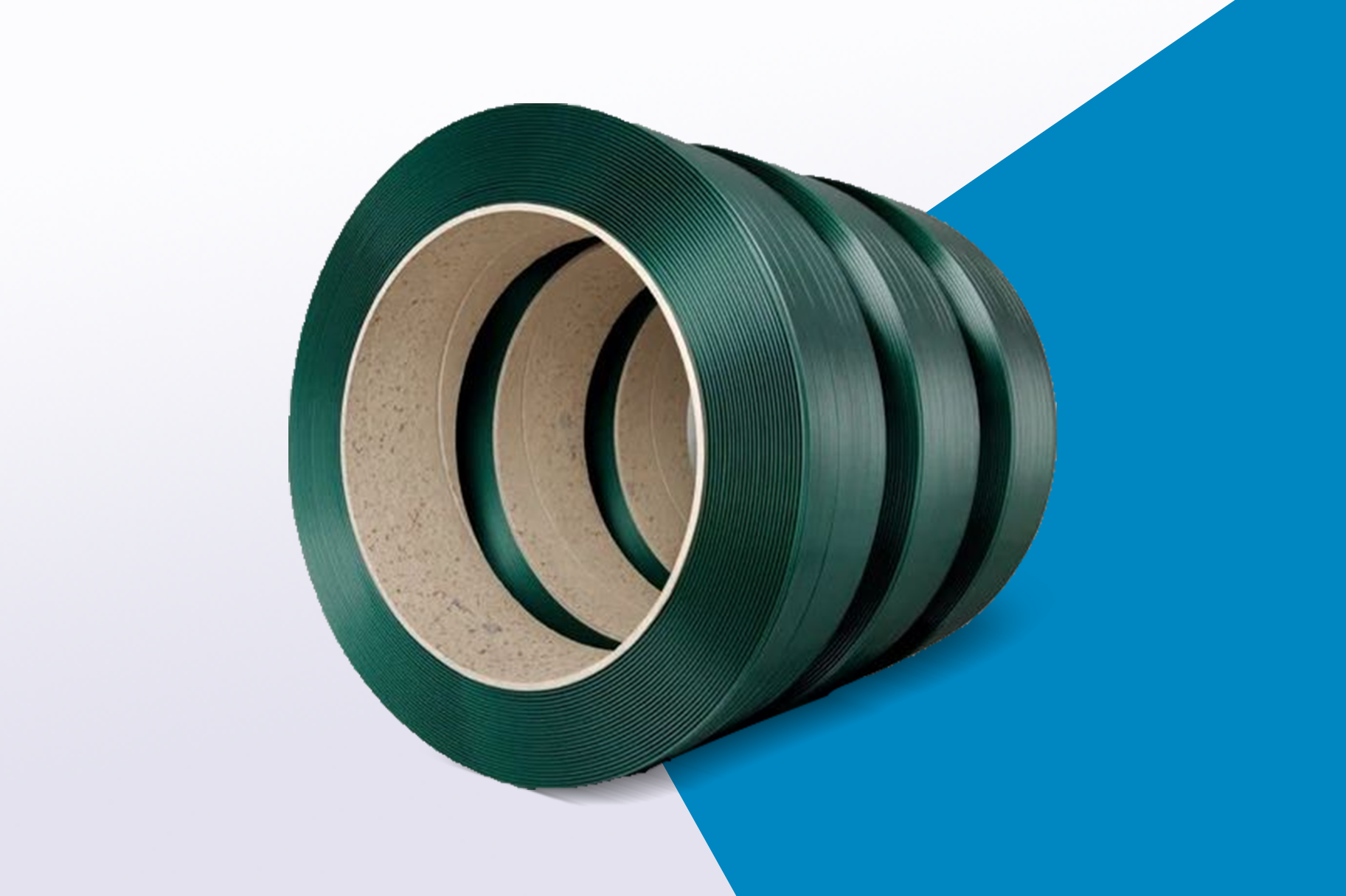
Polyester Strap Manufacturer
When it comes to securing goods, the quality of the strapping material is crucial. A reliable polyester strap manufacturer can make a significant difference. In this blog, we’ll explore what a polyester (PET) strap is, and its benefits, and highlight Blue Wave as a top manufacturer and supplier. What is a Polyester (PET) Strap? A polyester (PET) strap is a high-strength, durable strapping material used for securing heavy loads. Made from polyethylene terephthalate, PET straps are known for their excellent tensile strength and elongation properties. These straps are a popular choice for various industries, including logistics, construction, and manufacturing. PET straps are designed to withstand harsh conditions and maintain their integrity under tension. They are resistant to rust, corrosion, and UV rays, making them ideal for outdoor use. Unlike steel straps, PET straps are safe to handle, reducing the risk of injury during application and removal. PET Strap Benefits High Strength and Durability: PET straps offer superior tensile

What is Thermoforming?
Thermoforming is a manufacturing process where plastic sheets are heated to a pliable forming temperature. This allows them to be molded into specific shapes. Once formed, the plastic is cooled and trimmed, resulting in a final product. Thermoforming is widely used due to its versatility and efficiency. PET Sheet in Thermoforming PET (Polyethylene Terephthalate) sheets are commonly used in thermoforming. PET is chosen for its strength, clarity, and recyclability. When heated, PET sheets become pliable and can be molded into various shapes. This makes them ideal for creating durable and transparent packaging. PET sheets are popular in the food and beverage industry. They provide an excellent barrier against moisture and contaminants. This helps to keep products fresh and safe. Additionally, PET sheets are lightweight and cost-effective, further enhancing their appeal in thermoforming. Thermoforming Process The thermoforming process involves several steps. First, a PET sheet is heated until it becomes soft and pliable. This is usually done using an
PET Sheet Market and Trends
In the evolving world of materials, the PET sheet market is experiencing significant growth. Understanding the market share, trends, forecasts, and application segmentations is essential for businesses and investors alike. PET Sheet Market Share The PET sheet market has been expanding rapidly, holding a substantial share of the global plastic sheets market. This growth is driven by increasing demand in the packaging, construction, and automotive industries. PET sheets are favored for their durability, clarity, and recyclability. North America and Europe dominate the PET sheet market. However, the Asia-Pacific region is witnessing the fastest growth due to rising industrialization and urbanization in countries like China and India. Increasing awareness of sustainable and recyclable materials also influences the market share. In the UAE, the market for PET sheets is growing robustly. The country’s focus on sustainability and advanced infrastructure development has accelerated the demand for PET sheets. Leading the market in the UAE is Blue Wave, a renowned manufacturer of high-quality
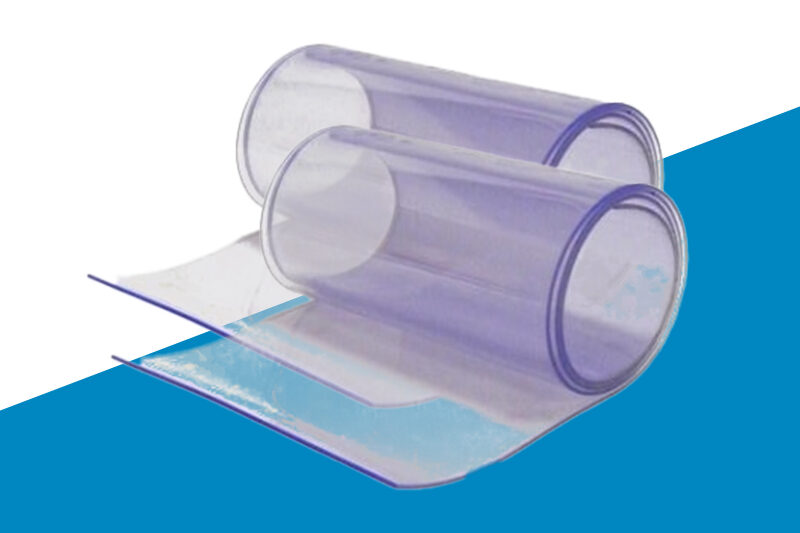
PET Sheet in Protective Packaging
In today’s world, where product safety and sustainability are crucial, PET sheet in protective packaging are a game-changer. Let’s explore what protective packaging is, the quality aspects of PET sheets, their environmental impact, and why Blue Wave in Dubai stands out as a top manufacturer. What is Protective Packaging? Protective packaging ensures products are safe during transportation and storage. It shields items from damage, moisture, and contamination. This packaging can range from bubble wrap and foam to rigid PET sheets. PET sheets are particularly favored due to their strength, transparency, and versatility. Quality PET Sheet Aspects Quality is paramount in PET sheets used for protective packaging. Here are the key aspects: Durability: PET sheets must withstand stress and prevent damage. They should not tear or puncture easily. Clarity: Transparency allows easy inspection of the product without unwrapping. This is vital for quality control and customer satisfaction. Thickness: The right thickness ensures adequate protection while being cost-effective. Too thin
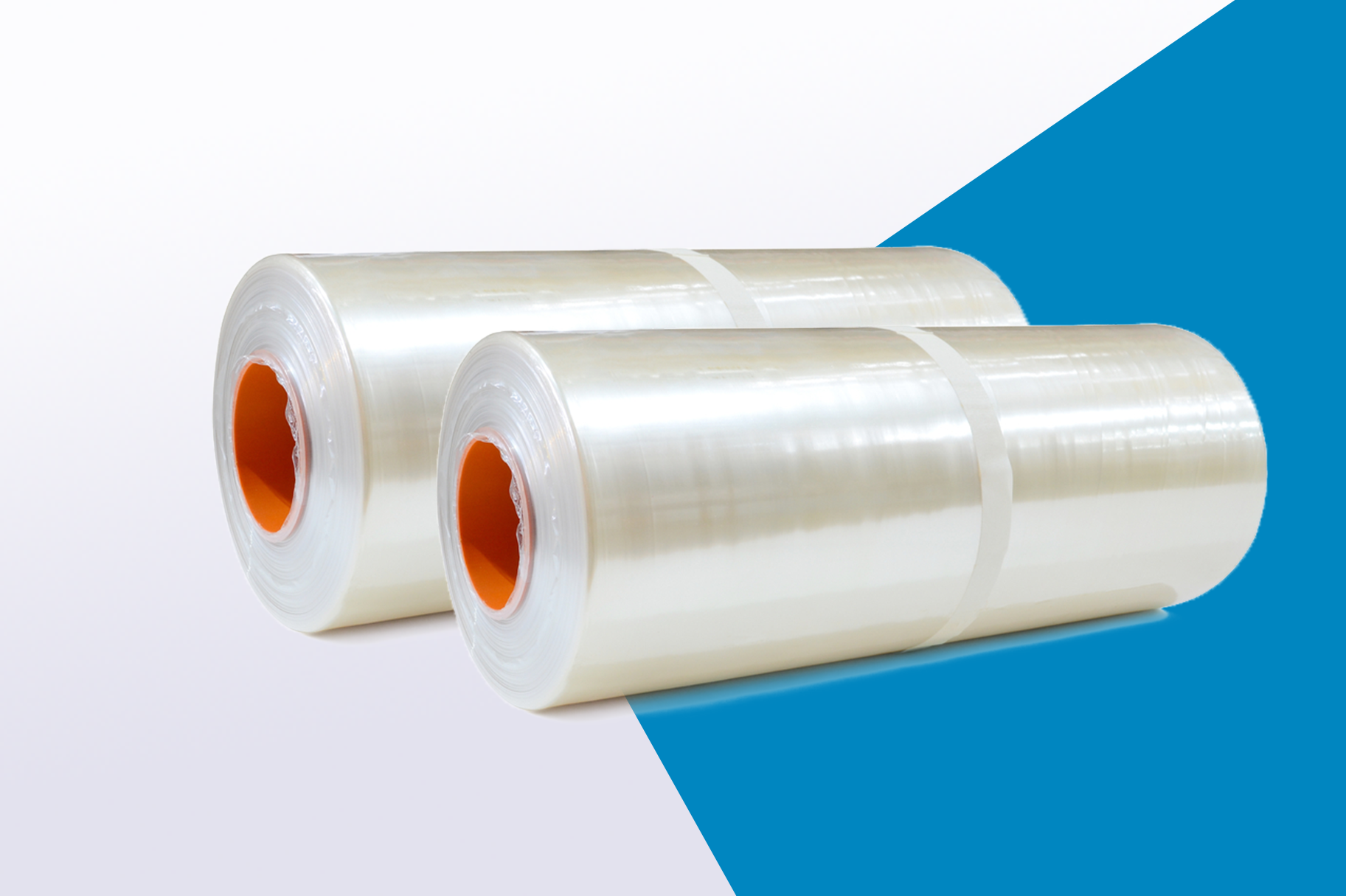
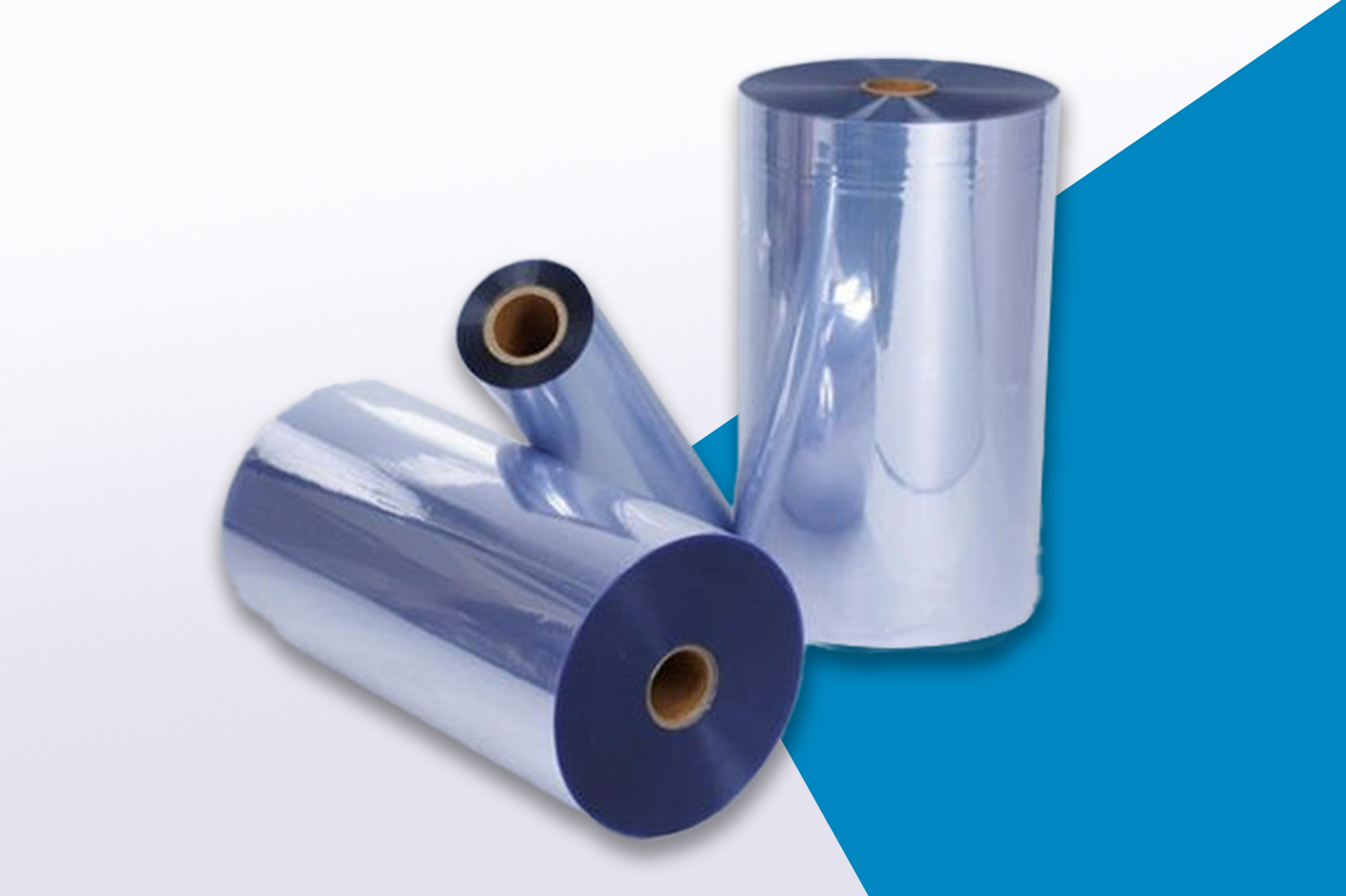
PET Sheet Roll Manufacturer and Supplier
In the vast landscape of packaging and industrial materials, PET sheet rolls stand out as a versatile and reliable solution. Let’s delve deeper into the world of PET sheets, exploring their myriad benefits and the intricate process behind their manufacturing. What is PET Sheet? PET, or Polyethylene Terephthalate, sheet is a type of thermoplastic material renowned for its transparency, strength, and versatility. Widely used across industries, PET sheets are favored for their exceptional properties, making them suitable for a diverse range of applications. From food packaging to signage and displays, PET sheets offer unparalleled clarity, durability, and customization options. PET Sheet Benefits The benefits of PET sheets extend far beyond their physical properties. As a packaging material, PET sheets offer superior product protection, safeguarding goods against moisture, oxygen, and other environmental factors. Their transparent nature allows consumers to view the contents, enhancing product visibility and appeal. Additionally, PET sheets are lightweight and easy to handle, reducing transportation costs

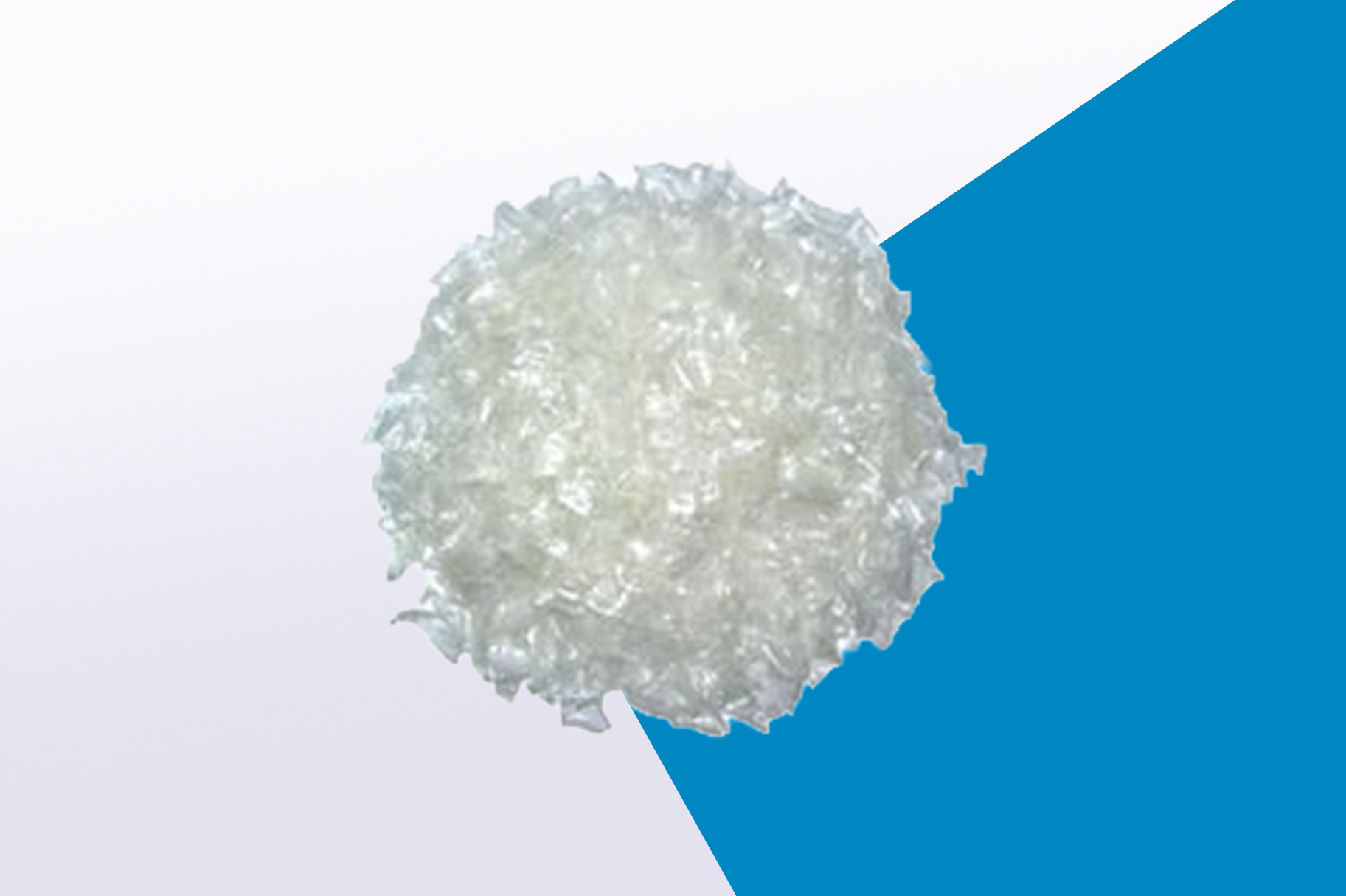
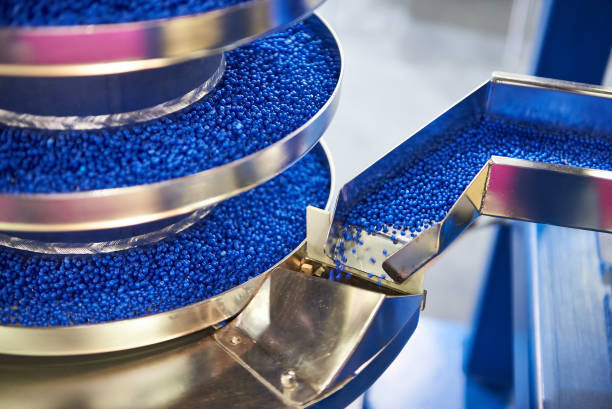
PET Flakes Manufacturer and Suppliers
In today’s fast-paced world, environmental concerns are at the forefront of global consciousness. One significant contributor to environmental degradation is plastic waste, particularly PET (Polyethylene Terephthalate) bottles. However, innovative solutions like PET bottle recycling offer a glimmer of hope in the quest for sustainability. What are PET Bottle Flakes? PET bottle flakes are the result of recycling PET bottles, a type of plastic commonly used in beverage packaging. These flakes serve as raw material for various industries, including textiles, packaging, and construction. By converting used bottles into flakes, we minimize waste and reduce the demand for virgin plastic, thus mitigating environmental impact. Processing of PET Bottle Flakes The journey from PET bottles to flakes begins with collection and sorting of used bottles. Once collected, the bottles undergo rigorous cleaning to remove labels, caps, and other contaminants. After that, the bottles undergo shredding into small pieces. These shredded pieces are then granulated to produce uniform flakes of consistent size
THERMOFORM PLASTIC PACKAGING FUTURE
Thermoform Packaging Market is esteemed roughly USD 42.6 billion of every 2019 and is expected to develop with a sound development pace of over 4.30% over the estimate time frame 2020-2027. Thermoform Packaging Market is esteemed roughly USD 42.6 billion of every 2019 and is expected to develop with a sound development pace of over 4.30% over the estimate time frame 2020-2027. Thermoform bundling is plastic bundling those are gotten by thermoforming process. The thermoforming system incorporates trim of plastics into wanted shape by warming it and applying strain on it. It has a wide scope of utilization in different enterprises like food and drink, gadgets, individual consideration, drugs and auto and so forth because of intrinsic properties like lightweight, defensive ascribes reusability, and cost-viability. The thermoform bundling is acquiring wide scope of use in food and refreshment enterprises because of its adaptability in plan alongside low creation cost contrasted with infusion and rotational trim. Likewise, it safeguards food from

Flexible Food Packaging Containers Benefits
6 Benefits of Flexible Food Packaging in Bag in Box, adaptable bundling Food bundling is in a progress period. Weighty, inflexible cardboard and plastic compartments are on out. Generally, adaptable bundling is sliding in to have their spot. As indicated by the Flexible Packaging Association (FPA), it’s the “second biggest bundling fragment in the U.S.,” catching almost a 20 percent portion of the $164 billion market. From little plants to significant ventures, adaptable bundling represents 60% of shipments, says the FPA. Furthermore here are a couple of motivations behind why. #1: Flexible Packaging Costs Less Adaptable food bundling requires less materials for creation and expenses less to make than weighty, inflexible plastics. They’re spending plan brilliant, yet without compromising quality. Pack in-box frameworks, for instance, utilize strikingly less plastic than an unbending compartment of comparative limit, and they cost considerably less. The Smart Pail framework has the strength of an unbending bucket, however in a lighter, 2-section framework with a
APET SHEET SAVE MONEY ADD VALUE
Octal, a provider of PET sheet established in 2006 in Oman, and thermoforming hardware maker GN Thermoforming Equipment say tests they’ve run utilizing Octal’s shapeless PET (polyethylene terephthalate) and GN’s APET-explicit thermoforming apparatus demonstrate that primary concern reserve funds can be huge for processors stood out from standard APET sheet or RPET run on different makes of machine, particularly ones that depend on brilliant warming. The experimental outcomes showed Octal’s DPET image of APET had a quicker process duration, was more productive and could be run with lower clasping strain than either standard APET or PET sheet expelled from post-shopper recyclate (RPET). The tests were completed in GN research facilities and in field preliminaries at processors to affirm the premise of the expense models. How precisely treated two organizations do? Rolls of APET, RPET and DPET were tried in the GN research center. All sheet tried was 16 mil (400 microns) thick (ostensible). The material was shaped into plate with
THERMOFORMING
Thermoforming is an assembling cycle where a plastic sheet is warmed to a flexible framing temperature, framed to a particular shape in a form, and managed to make a usable item. The sheet, or “film” when alluding to more slender measures and certain material sorts, is warmed in a stove to a sufficiently high temperature that licenses it to be extended into or onto a form and cooled to a completed shape. Its improved on adaptation is vacuum shaping. In its easiest structure, a little tabletop or lab size machine can be utilized to warm little cut areas of plastic sheet and stretch it over a form utilizing vacuum. This technique is regularly utilized for test and model parts. In perplexing and high-volume applications, extremely enormous creation machines are used to hotness and structure the plastic sheet and trim the shaped parts from the sheet in a consistent fast cycle and can deliver a large number of completed parts each

PLASTIC PACKGING INNOVATION
The apparatus and materials for creating plastic bundling are progressing to meet brand proprietor, purchaser, and postconsumer needs. Bundles made with plastic rule essential food bundling. Cost, straightforwardness, manageability, food handling, and custom fitted oxygen and water fume obstructions settle on plastic an alluring decision. Developments in the assembling of plastic bundling producing are centered around conveying upgraded sanitation, empowering dexterity, lower cost, and more feasible bundling. Infusion shaping activities at NovationFood SafetyThe association between safe bundling and food handling is solid. Most bundling providers for the food business are GFSI-guaranteed. There is a requirement for higher affirmations to take out pollution while handling plastic from sap into compartments, to guarantee process limits are set up to control relocation, and to confine defilement before holders are filled. Moreover, as bundling materials are enhanced for fast creation and expenses, bundle resistances have fixed. This requirement for higher cycle controls, improvement, and resiliences has incited interest in ISO/TS 16949 confirmation for bundling

THERMOFORM PLASTIC PACKAGING FUTURE
Thermoform Packaging Market is esteemed roughly USD 42.6 billion of every 2019 and is expected to develop with a sound development pace of over 4.30% over the estimate time frame 2020-2027. Thermoform Packaging Market is esteemed roughly USD 42.6 billion of every 2019 and is expected to develop with a sound development pace of over 4.30% over the estimate time frame 2020-2027. Thermoform bundling is plastic bundling those are gotten by thermoforming process. The thermoforming system incorporates trim of plastics into wanted shape by warming it and applying strain on it. It has a wide scope of utilization in different enterprises like food and drink, gadgets, individual consideration, drugs and auto and so forth because of intrinsic properties like lightweight, defensive ascribes reusability, and cost-viability. The thermoform bundling is acquiring wide scope of use in food and refreshment enterprises because of its adaptability in plan alongside low creation cost contrasted with infusion and rotational trim. Likewise, it safeguards food from